Product Description
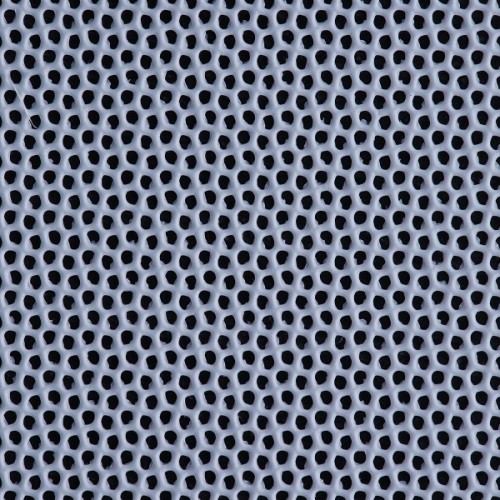
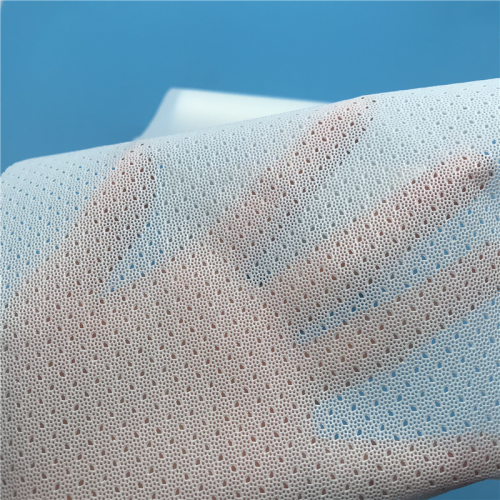
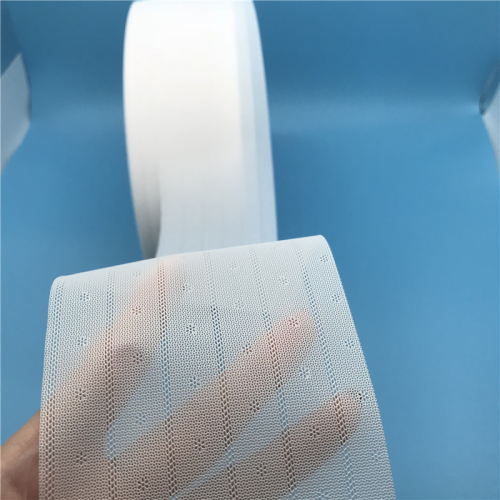
The high-breathability perforated film is made from high-quality polyethylene (PE) or polypropylene (PP) materials. It utilizes precise perforation technology to create a uniform micro-hole structure, providing excellent breathability. This product is widely used in sanitary napkins, diapers, medical products, and food packaging.
Product Parameters
- Material: Polyethylene (PE), Polypropylene (PP)
- Thickness: 20 μm
- Pore Size: 100 μm
- Pore Density: 150 HPI (holes per square inch)
- Breathability: 500 g/m²/24h
- Tensile Strength: 25 MPa
- Elongation: 200%
- Surface Finish: Smooth, Matte
- Color: White, Transparent, Customizable
- Environmental Features: Biodegradable, Recyclable
- Packaging: Roll packaging, each roll length 500 meters, weight 10 kg
Product Features
- High Breathability: The micro-hole structure ensures excellent breathability, enhancing product comfort.
- Strong and Durable: Made with premium materials and precise manufacturing processes, ensuring tensile strength and elongation for increased durability.
- Environmentally Friendly: Made with biodegradable and recyclable materials, meeting environmental standards.
- Versatile Applications: Widely used in sanitary napkins, diapers, medical products, and food packaging.
Applications
- Sanitary Napkins: Provides excellent breathability and comfort.
- Adult Diapers: Enhances breathability, reducing skin irritation.
- Medical Products: Suitable for medical materials requiring high breathability.
- Food Packaging: Ensures freshness and moisture resistance.
Explore More Raw Materials!